






碳鋼球形封頭插入接管角焊縫的非正交
由于 碳鋼球形封頭 插入式接管角焊縫的非正交性,按常規(guī)超聲波探傷定位方法來確定超聲信號的缺陷位置,會給探傷人員造成的錯(cuò)覺,甚至影響缺陷定性準(zhǔn)確性和返修成功率。本
09-06
2013
復(fù)合鋼板封頭的成型與沖焊三通焊接方法的選取
復(fù)合鋼板封頭的成型一般可以采用冷成型、中溫成型和熱成型,主要是根據(jù)封頭規(guī)格、材料特性、設(shè)備能力以及所需達(dá)到的性能指標(biāo)等來確定。
11-19
2012
薄壁橢圓封頭的壓延過程和沖焊三通焊接工藝的
在一般薄壁橢圓封頭的壓延過程中,起包現(xiàn)象多發(fā)生在封頭曲率較大的部位,采用圈形整體式壓延模,先對封頭折邊附近的大曲率部位進(jìn)行預(yù)壓,使坯料成為平底鍋形,再用凸模壓制成型。
11-19
2012
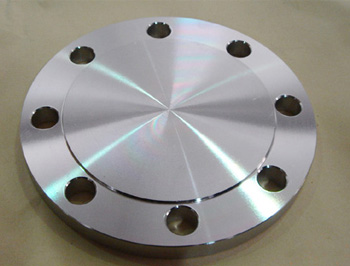
球形封頭制造方法
球形封頭制造方法1.鍛壓法:用型鍛機(jī)將管子端部或一部分予以沖伸,使外徑減少,常用型鍛機(jī)有旋轉(zhuǎn)式、連桿式、滾輪式。2.滾軋法:一般不用芯軸,適合于厚壁管內(nèi)側(cè)圓緣。在管內(nèi)放置芯子
10-26
2012
