

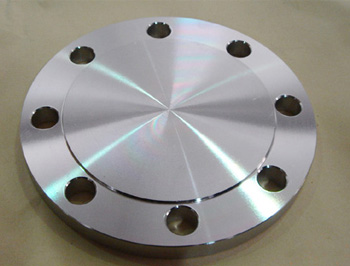





鋼制封頭減薄后的處理
鋼制封頭 減薄后的處理 一臺反應(yīng)釜兩端所采用的橢圓封頭因加工工藝不當(dāng),封頭壁厚在小圓弧的過渡段出現(xiàn)嚴(yán)重減薄。依據(jù)壓力容器分析設(shè)計原理,采用有限元方法確定減薄后橢圓封頭的
09-04
2013
碳鋼封頭的設(shè)計過程中其毛坯厚度應(yīng)考慮工藝的
碳鋼封頭的設(shè)計過程中其毛坯厚度應(yīng)考慮工藝減薄量 在 碳鋼封頭 的設(shè)計過程中其毛坯厚度應(yīng)考慮工藝減薄量,以封頭成形后的實測厚度符合JB/T4746-2002中的有關(guān)規(guī)定。同時,在制
09-03
2013
鋼制壓力容器有關(guān)設(shè)計參數(shù)操作
國內(nèi)壓力容器行業(yè)整體技術(shù)水平的不斷提升,系統(tǒng)分析了與鋼制壓力容器建造相關(guān)的設(shè)計參數(shù)的關(guān)注點,并提出應(yīng)準(zhǔn)確處理壓力容器技術(shù)規(guī)范、標(biāo)準(zhǔn)和行業(yè)標(biāo)準(zhǔn)等之間的關(guān)系,為設(shè)
09-03
2013
碳鋼封頭的加工方法
碳鋼封頭 整體成形與分瓣成形是封頭加工的方法。整體成形按照加工方式主要有沖壓成形與旋壓成形,以及很少使用的爆炸成形、氣(液)壓膨脹成形等。整體成形按照加工溫度可以分
09-02
2013
去除碳鋼封頭氧化物的方法
在 碳鋼封頭 生產(chǎn)中如何去除氧化物?應(yīng)用噴砂,對較厚的氧化物采用酸洗,酸洗液有多種,可根據(jù)情況而定。常溫,和溫酸洗。
09-01
2013
